接触⾓で歩留まり改善|コーティング 不良の⾒つけ⽅(教えてニッ君2)
「この会社何を作っているんですか?」と上司に尋ねてしまったうっかりさん。いえ、はじめてさん。なんでこの会社を受けたんだとか、小言のオンパレードに辟易したはじめてさんは、問答無用の免罪符、いえ、無敵のパワーワードを思い出します。
「パワハラですか?」という魔法の言葉でお説教を回避したのでした。ところが上司もただ者ではなく、新たな課題を与えられてしまったのです。
上司いわく「歩留まりが悪いから改善しろ」とのこと。
接触角で、どうやって改善するのか。悩んでも分からないので思いつきました。
教えて、ニッ君。困ったときのニッ君頼みです。
はじめてさんは、さっそくSNSで聞いてみました。
接触角で問題解決、歩留まり改善のやりかたを教えて。
こうしてはじめてさんは、接触角が問題解決の入口と出口で重要な役割を果たしていると知るのでした。
- 接触角とは何か?という基礎知識
- なぜ製造現場で「ぬれ性」の評価が重要なのか
- 接触角測定が製品の品質向上にどう役立つのか
- 測定時に注意すべきポイントとトラブル解決のヒント
接触⾓で歩留まりを改善したい
 はじめてさん
はじめてさん
ねえニッ君、接触角で改善して!
 ニッ君
ニッ君
ちょっと待ってください。何を改善したいのですか?
はじめてさん
歩留まり改善!
ニッ君
何の歩留まりですか?
はじめてさん
とある部品にコーティングをしているんだけど、ムラがあるとかで不良品がたくさんでいるみたい。
 ニッ君
ニッ君
それは大変ですね。ですが、接触角を測定するだけでは、改善しませんよ。
はじめてさん
え? なんだ使えないなあ。じゃ、いいです。
ニッ君
早とちりしないでください。段階を追ってアプローチしないと歩留まりは改善しません。そこに、接触角計が活躍する場面があります。
はじめてさん
本当? はやく教えて。
ニッ君
その前に、どういう工程があるか、教えてください。
はじめてさん
企業秘密!
 ニッ君
ニッ君
・・・・・・分かりました。では、一般論で説明しますので、はじめてさんの会社でのやり方に置き換えて考えてください。
はじめてさん
了解!
どのように測定する?|⼯程ごとに原因をさがす
ニッ君
初めに、現状把握です。
はじめてさん
不良率80%!
ニッ君
それも重要な指標ですが、ここでは製品の工程毎の現状を把握します。 例えば、大雑把に以下のような工程を想定します。 脱脂洗浄 ⇒ コーティング ⇒ 検査
はじめてさん
そんな感じです。その検査で不合格が多くて困ってるんだ。
ニッ君
そこで、脱脂洗浄の前後で、接触角を測定します。複数の箇所を測定するといいです。
はじめてさん
どこを測定するの?
ニッ君
例えば両端と中央の3点。あるいは4隅と中央の5点です。
ですがこれは一般論で、作業効率と有用性で決めます。問題が多く発生する箇所が分かっているならそこを中心に測定します。
はじめてさん
測ってもらった。洗浄前と後で、接触角が低くなっていたので、洗浄はOK。 でも、コーティングの効果がない部分がであるんだ。
ニッ君
洗浄工程に問題がないなら、基材とコーティング液のぬれ性を測ってみましょう。
はじめてさん
測ってもらった。問題ないよ!
ニッ君
測定画像を見せてください。
はじめてさん
ほら、問題ないでしょう。
 ニッ君
ニッ君
いえ、コーティング液で20°前後だと、高すぎると思います。均一にぬれ広がらせるために、何か処理をしていませんか?
はじめてさん
企業秘密!
ニッ君
では例え話ですが、温度をかけるとか、表面改質をするとか、物理力を加えるとか、そういった工程があるなら、それに即した評価をする必要があります。
はじめてさん
えっとそれは、企業秘密! というか、まだ早いとかなんとか言われて・・・・・・これってパワハラ?
パワーバランスで変わるぬれ方
ニッ君
パワーバランスの問題だと思います。
はじめてさん
どゆこと?
ニッ君
表面張力は液体が表面積を小さくしようとして丸くなろうとする力だと教わったと思いますが、実は固体にもあるのです。
はじめてさん
なんと! ていうか、話はぐらかされた。
ニッ君
いえいえ。ちゃんとつながってますよ。先ほど見せていただいた測定画像ですが、液滴の画像が、画面の真ん中になかったり、液滴の輪郭がきれいな円弧になってなかったり、すこし輪郭がぼやけている画像があるのが分かりますか?
 はじめてさん
はじめてさん
ほんとだ! 気づかなかった。でも、接触角はだいたい同じだよ。
ニッ君
完全に均一な表面なら、すべて同様の現象になります。つまり、表面の状態が異なっているので、ぬれ方が違うのです。
はじめてさん
でもそしたら、接触角を計る意味ないよね?
ニッ君
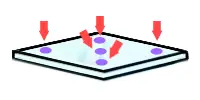
現象を見ずに数値の結果だけを見ていると、意味がないと思うかもしれません。ですが、接触角という数値だけで評価して良いのか、別の指標で評価すべきなのかを知る上で、必要な過程になります。例えば、測定結果の画像からこういうことが分かります。
接触角の測定で注意すべき点(左右差‧位置ずれ‧輪郭のぼやけ)
左右で接触角が違う
着液位置の左右で、表面状態が違うことが分かります。測定点としていた箇所が適切でない可能性がありますので、測定位置をずらすせば大きく接触角が異なる結果が得られるかも知れません。
液滴の位置が中央付近から左右どちらかにずれている:
液はぬれやすい方向に移動するため、測定位置の真下がぬれにくい状態にあります。または、静電気の影響を受けている可能性もあります。
液滴の輪郭がぼやけている:
液がカメラ方向に対して、前後にずれている可能性があります。左右方向のずれと視点の違いで同様の原因です。
はじめてさん
静電気・・・・・・
ニッ君
基材は樹脂のように帯電しやすいものですか?
はじめてさん
企業秘密!
ニッ君
もし静電気の影響でコーティングに影響が出ているなら、除電が必要かも知れません。 いずれにせよ、液体と固体と固体表面の汚染、あるいは電位差といった力関係でぬれ方が変わるのです。
はじめてさん
それがパワーバランス! でも、詳しい工程を教えてくれない理由にはならないから!
ニッ君
知るべき人と知るべきでない人、知ってもいい人知らなくてもいい人、そういったチャートのどのあたりに位置するかで、知ろうとしても教えない方向に引っ張られることもありますから。
はじめてさん
これが新人への、いじめか!
ニッ君
物事には知るべき順序があるということです。コーティングの不良のようなぬれ性に関わる問題では、まず接触角を測定して現状把握をすることで、問題がどこにあるかを工程単位で切り分けられます。そして工程を改善した結果、良くなったどうかを確認する際にも接触角が役に立ちます。 つまり、問題解決の入口と出口で必要とされるのが、接触角計になります。
接触角測定は、問題解決の入口と出口で必要
目に見えない「表面の状態」を、直接的に数値化できる手段であり、簡単に測定できるからこそ、工程の始めと終わりで測定することで、工程の確からしさを評価できます。
【入口】問題の原因究明
不具合が起きた際、接触角測定はその時点の「表面の状態」を知るための役割を果たします。
汚染の可視化: 見た目は綺麗でも、ナノレベルの油膜や有機汚染(指紋、加工油の残りなど)があれば接触角は大きく変わります。数値がバラついていれば、前工程の「洗浄不足」や「保管環境の悪さ」を特定できます。
表面改質の成否確認: プラズマ照射やUV洗浄を行った直後の接触角を測ることで、「そもそも狙い通りに表面が活性化されていたのか」を検証できます。
濡れ性のミスマッチ発見: 塗料や接着剤(液体)と基材(固体)の表面エネルギーを比較し、物理的に「馴染まない組み合わせ」になっていないかを判別します。
【出口】解決の検証と標準化
対策を講じた後、接触角の測定は「対策に効果があるか」を検証する役割を果たします。
「良品基準」の数値化: 「しっかり洗う」という曖昧な指示ではなく、「接触角を30°以下にする」といった具体的な管理限界値を設定できます。
経時変化のモニタリング: 対策直後は良くても、時間が経つと表面状態が戻ってしまう(経時退行)ことがあります。時間が経過しても数値を維持できているかを確認することで、製品の寿命や保証期間の決定に根拠が得られます。
プロセスの最適化: 過剰な表面処理(コスト増)を避け、必要十分な数値に収まるよう工程を最適化する「落とし所」を見極めるために使用します。
「接触角」が必要とされる理由
電子顕微鏡などは表面の「形(構造)」を見ますが、接触角計は表面の「状態(化学的な性質)」を見ます。
結局のところ、多くの製造トラブルは表面と表面が触れあう「界面」で起きています。 表面の状態を知る接触角測定は、表面の状態を数値で管理するために役立っています。
はじめてさん
なるほど。わかったような気がする。
ニッ君
お役に立ててうれしいです。
はじめてさん
わかった。ありがとう。
ニッ君
どういたしまして。
まとめ
接触角で評価するには、『接触角とは何か』という基礎をおさえたうえで、問題の切り分け(工程の切り分け)が必要です。
たとえばコーティング工程における不良を解決するためには、各工程の前後で接触角を測定しその数値の違いを比較します。 また必要に応じて数値化の前段階、つまり画像そのものから得られる情報から、要因を推定することが必要になります。
その上で、問題解決の「入口」と「出口」となる接触角計を用います。
1. 現状把握と原因究明
工程ごとに接触角を測定し、どこで問題が起きているかを特定します。
2. 原因の推定
例えば洗浄工程に問題があると分かった場合、洗浄不良となる原因を推定し、対策します。
3. 効果の検証と標準化
改善した工程の前後で接触角を測定し、効果の有無を検証します。
問題が解消した際には、工程管理として接触角の値を基準として運用します。
入口と出口に必要な接触角計
このように接触角計は、目に見えない「表面の状態」を可視化します。 問題解決の「入口(原因となる結果の特定)」と「出口(対策の効果判定と標準化)」という重要な箇所で用いられる、物理現象という結果をそのままに数値化する測定器になります。
ニッ君
接触角計の役割について、分かりましたか?
はじめてさん
バッチリ! だから部長に接触角で何が分かるかを、レクチャーしてくる!
ニッ君
それはやめた方がいいですよ。